智享智能制造有限公司")
清空記錄
歷史記錄
取消
清空記錄
歷史記錄


機(jī)加工中的"振紋"問題全總結(jié),解決你90%的疑惑
在機(jī)械加工領(lǐng)域,"振紋"問題讓許多從業(yè)者頭疼。
無論是車床、銑床還是磨削設(shè)備,振紋一旦出現(xiàn),輕則影響工件表面光潔度,重則降低零件精度、加速刀具磨損,甚至引發(fā)設(shè)備故障,造成經(jīng)濟(jì)損失。
振紋究竟是什么?如何科學(xué)排查并解決?本文將結(jié)合行業(yè)經(jīng)驗(yàn)與理論分析,帶您一探究竟。
振紋的四大成因
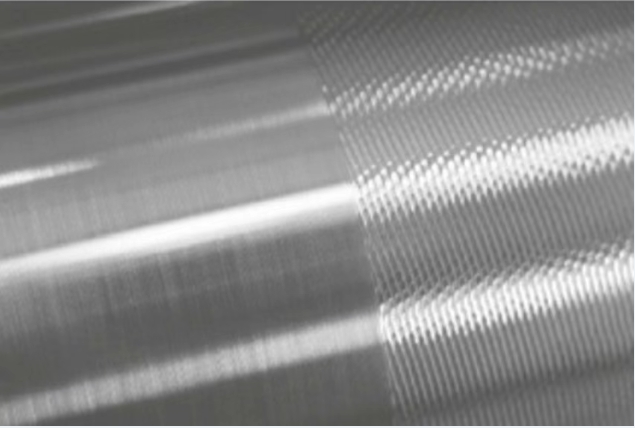
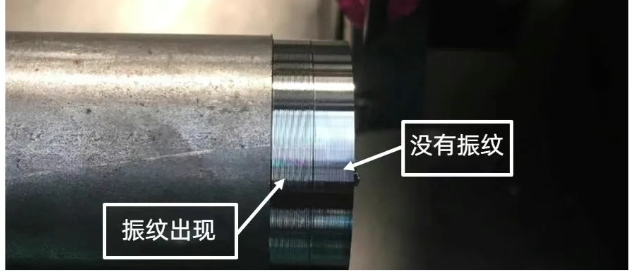
振紋是工件表面因切削或磨削過程中振動(dòng)形成的周期性紋路,常見表現(xiàn)為螺旋狀橫紋或魚鱗紋。
振紋的產(chǎn)生是機(jī)床、刀具、工件、工藝參數(shù)共同作用的結(jié)果,主要分為以下幾類:
一、機(jī)床系統(tǒng)問題
剛性不足:導(dǎo)軌松動(dòng)、Z軸絲桿支撐軸承背帽松動(dòng)會(huì)降低系統(tǒng)剛性,引發(fā)振動(dòng)。
撞機(jī)歷史:若機(jī)床曾發(fā)生撞刀,可能導(dǎo)致絲杠或主軸精度下降,間接引發(fā)振紋。
驅(qū)動(dòng)器剛性不匹配:加工中心系統(tǒng)驅(qū)動(dòng)器參數(shù)設(shè)置不當(dāng)會(huì)放大振動(dòng)。
二、刀具與切削參數(shù)
刀具磨損:刀尖圓弧過大、刀刃寬度不合理會(huì)加劇切削力波動(dòng)。
切削參數(shù)不當(dāng):過高轉(zhuǎn)速、過大進(jìn)給量或切削深度易誘發(fā)自激振動(dòng)。
三、工件與裝夾
工件剛性差:薄壁件、細(xì)長(zhǎng)軸等易因裝夾不穩(wěn)或自身剛性不足產(chǎn)生共振。
動(dòng)平衡問題:高速旋轉(zhuǎn)的工件若動(dòng)平衡不良,會(huì)引發(fā)強(qiáng)迫振動(dòng)。
四、環(huán)境與工藝
外部振動(dòng)源干擾:車間地面振動(dòng)(如鄰近沖壓設(shè)備)、夾具松動(dòng)、甚至冷卻液管道抖動(dòng)都可能傳遞振動(dòng)。
砂輪修整質(zhì)量差:CBN砂輪若修整不均勻,會(huì)導(dǎo)致磨削力波動(dòng),形成振紋。
4大步驟,科學(xué)排查
觀察振紋特征
縱向/橫向條紋:多由刀具振動(dòng)或主軸偏擺引起。
波浪狀或魚鱗紋:常見于切削參數(shù)不當(dāng)或系統(tǒng)共振。
局部密集紋路:檢查刀具磨損或裝夾是否偏心。
檢查機(jī)床與環(huán)境
確認(rèn)機(jī)床底座穩(wěn)固,遠(yuǎn)離振動(dòng)源(如沖床)。必要時(shí)加裝減震膠墊。
檢查地腳螺栓是否松動(dòng),避免因振動(dòng)導(dǎo)致二次松動(dòng)。
測(cè)試主軸與刀具
檢查主軸動(dòng)平衡,應(yīng)達(dá)到G1等級(jí)。
檢查刀具偏擺,不干涉的情況下盡量縮短刀具懸伸長(zhǎng)度;檢查刀具是否磨損,保證刀刃鋒利。
優(yōu)化切削參數(shù)
避開共振轉(zhuǎn)速,通過頻響分析找到機(jī)床共振點(diǎn),調(diào)整轉(zhuǎn)速至安全區(qū)間。
降低進(jìn)給與切深,適當(dāng)減少切削力,必要時(shí)采用分層加工。
日常預(yù)防
定期維護(hù):清潔主軸錐孔、檢查刀具夾持力,避免切屑堆積引發(fā)偏擺。
工藝試驗(yàn):新刀具或材料投產(chǎn)前,先小范圍試切,記錄較好參數(shù)組合。
源頭控制:選擇鋒利刀具、合理裝夾工件,避免“弱剛性組合”。
振紋問題往往是“多因一果”,需系統(tǒng)性排查機(jī)床、刀具、參數(shù)與環(huán)境。掌握科學(xué)方法后,既能快速定位根源,也能通過工藝優(yōu)化防患于未然。
振紋問題雖復(fù)雜
但通過系統(tǒng)性排查與科學(xué)應(yīng)對(duì)
完全可以有效控制
若仍有疑問,歡迎留言討論!

 瀏覽器自帶分享功能也很好用哦~
瀏覽器自帶分享功能也很好用哦~智享自動(dòng)化生產(chǎn)線助力河北軸承客戶智造升級(jí)")
智享智能刀具柜通過軟件產(chǎn)品認(rèn)證!")
智享入選2022年度南京市工程技術(shù)研究中心認(rèn)定名單")
智享入選2020年江蘇省第一批高企名單丨展現(xiàn)智能制造綜合服務(wù)商先行者實(shí)力")

床租賃")
